Pastikan Pengesanan Kebocoran Tin Bir Kraf Stabil
Dalam pembungkusan bir kraf, kecacatan pengedap kecil boleh menjejaskan kesegaran, pengekalan karbonasi, dan keyakinan pelanggan. Mesin Pengesanan Kebocoran Tin Bir Kraf direka untuk menyokong pemeriksaan dalam talian berterusan dengan memeriksa kualiti pengedap, mengenal pasti produk yang rosak, dan mengeluarkannya dari barisan pengeluaran. Keputusan yang stabil masih bergantung kepada lebih daripada unit pemeriksaan itu sendiri. Persekitaran sekeliling, susun atur penghantar, bekalan kuasa, udara termampat, dan kestabilan tin semuanya mempengaruhi sejauh mana sistem berfungsi secara konsisten.

Mengapa Keadaan Operasi Penting
Mesin Pengesan Kebocoran Tin Bir Kraf beroperasi dalam persekitaran pengeluaran yang mencabar di mana kelembapan, perubahan suhu, getaran, dan jarak yang tidak konsisten boleh menjejaskan kestabilan pemeriksaan. Bagi kilang bir, matlamatnya bukan sahaja untuk mengesan tin yang rosak tetapi juga untuk mengurangkan penolakan palsu yang boleh dielakkan. Mengekalkan mesin dalam keadaan operasi yang ditetapkan membantu melindungi pemerolehan imej, tindak balas sensor, dan pemasaan penolakan semasa pengeluaran berkelajuan tinggi.
Sistem ini direka untuk pemeriksaan dalam talian tanpa sentuhan dan pemeriksaan penutup botol 360°. Ia dapat mengesan kecacatan pengedap tepat pada masanya, membantu pasukan pengeluaran bertindak balas terhadap masalah mesin pengedap sebelum produk rosak terkumpul. Ini menjadikan Mesin Pengesan Kebocoran Tin Bir Kraf sangat berguna pada barisan di mana kualiti produk dan kesinambungan barisan mesti diuruskan bersama.
Persekitaran talian yang stabil juga menyokong prestasi ambang yang boleh diulang. Apabila tin bergerak melalui kawasan pemeriksaan dengan jarak yang konsisten dan gangguan yang minimum, mesin dapat menilai setiap produk dengan lebih tepat. Ini mengurangkan campur tangan yang tidak perlu dan membantu hasil pemeriksaan mencerminkan kualiti pengedap sebenar dan bukannya keadaan talian yang tidak stabil.
Keperluan Persekitaran untuk Pemeriksaan Stabil
Julat ketinggian yang disyorkan ialah 5–3000 m dari aras laut. Berada dalam julat ini menyokong operasi yang stabil dalam keadaan atmosfera biasa. Bagi loji di ketinggian yang lebih tinggi, pentauliahan harus memberi perhatian rapi kepada ambang pemeriksaan dan prestasi talian sebenar.
Suhu operasi yang diperlukan ialah 5°C–40°C. Kawalan suhu adalah penting kerana peralatan pemeriksaan merangkumi kamera, pencahayaan, penderia, elektronik kawalan, dan komponen pemprosesan. Perubahan suhu secara mendadak boleh menjejaskan ketekalan pengesanan, oleh itu Mesin Pengesan Kebocoran Tin Bir Kraf hendaklah dipasang di kawasan pengeluaran terkawal dan tidak terdedah kepada haba melampau, sejuk melampau, atau perubahan suhu yang pantas.
Kelembapan relatif hendaklah dikekalkan pada 50%–65% RH. Julat ini membantu mengurangkan masalah yang berkaitan dengan kelembapan dan keadaan optik yang tidak stabil. Memandangkan persekitaran kilang bir mungkin merangkumi kawasan penyejukan, pembilasan, atau kawasan yang mudah mengalami pemeluwapan, titik pemeriksaan hendaklah bebas daripada titisan air yang boleh mengganggu pemeriksaan berasaskan kamera.
Keadaan tapak kilang adalah sama penting. Kawasan pengeluaran mesti memenuhi piawaian kebangsaan untuk kerataan lantai dan kapasiti galas beban. Lantai yang rata dan stabil membantu mengelakkan getaran mekanikal daripada dipindahkan ke zon pemeriksaan. Jika penghantar atau bingkai pemeriksaan bergerak semasa operasi, penangkapan imej dan isyarat penolakan mungkin menjadi kurang stabil.
Selepas penghantaran, peralatan dan alat ganti hendaklah disimpan mengikut piawaian kebangsaan. Pelinciran dan penyelenggaraan yang betul hendaklah dilakukan semasa penyimpanan untuk mengelakkan kakisan, kerosakan permukaan, atau ubah bentuk yang boleh menjejaskan pemasangan, pentauliahan, atau operasi masa hadapan.
Bagaimana Proses Pemeriksaan Berfungsi
Mesin Pengesan Kebocoran Tin Bir Kraf menggunakan kamera resolusi tinggi dengan gabungan kanta dinding sisi 360 darjah untuk mengambil gambar kawasan pemeriksaan pengedap. Sistem ini mula-mula mencari kedudukan penutup dengan tepat, kemudian mewujudkan kawasan pengesanan bulat di sepanjang tepi dinding sisi dalam imej. Jika penutup tidak dimeterai dengan baik, nilai skala kelabu dalam kawasan pengesanan itu berubah dengan ketara. Sebaik sahaja nilai melebihi ambang yang dikonfigurasikan, produk dikenal pasti sebagai rosak dan ditolak.

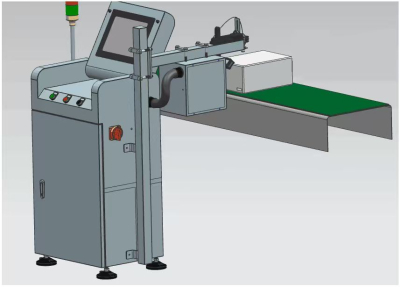
Proses tanpa sentuhan ini mengelakkan gangguan fizikal terhadap tin sambil menyokong pemantauan dalam talian secara berterusan. Sistem ini merangkumi kabinet pengedaran, modul pengesanan, dan alat penolakan. Komposisi elektriknya termasuk komputer industri pemprosesan imej, kamera, kanta, DSP, skrin sentuh, pengawal sumber cahaya, sumber cahaya, dan komponen I/O kamera yang berkaitan. Secara keseluruhannya, bahagian-bahagian ini menyokong penangkapan imej, pemprosesan, interaksi pengendali, dan penyingkiran produk yang rosak.
Keperluan Pemasangan yang Perlu Disahkan oleh Kilang Bir
Sebelum memasang Mesin Pengesan Kebocoran Tin Bir Kraf, barisan pengeluaran perlu menyediakan penghantar rantai satu baris dengan bahagian lurus sekurang-kurangnya 1.8 meter. Penghantar tersebut harus meninggalkan laluan yang jelas di sekitar kawasan leher botol atau leher tin dan harus beroperasi tanpa getaran yang ketara atau titisan air di titik pemeriksaan.
Kecondongan tali sawat pemeriksaan hendaklah tidak melebihi 20°, dan tin hendaklah mengekalkan jarak 3–5 mm. Jarak yang sesuai menyokong pencetus yang stabil dan menghalang produk yang bertindih daripada mengganggu penangkapan imej. Jika kawasan leher menunjukkan getaran yang ketara, alat pengapit 60–80 mm hendaklah dipasang untuk menstabilkan produk semasa pemeriksaan.
Keadaan pengeluaran termasuk kuasa fasa tunggal 220V, 50Hz, jumlah penggunaan kuasa kira-kira 0.5 kW, dan voltan kawalan 24 VDC. Fungsi penolakan memerlukan udara termampat dalam julat 4–12 bar, dengan pelanggan menyediakan sambungan udara dari sumber ke unit. Keperluan voltan khas hendaklah dinyatakan terlebih dahulu kerana ia mungkin menjejaskan reka bentuk sistem, penghantaran, dan harga.
Cara Praktikal untuk Mengurangkan Penolakan Palsu
Untuk operasi yang stabil, kilang bir harus memastikan kawasan pemeriksaan kekal kering, mengekalkan jarak tin yang konsisten, dan mengelakkan pemasangan Mesin Pengesan Kebocoran Tin Bir Kraf berhampiran peralatan bergetar tinggi. Penutup tin juga harus dikendalikan secara konsisten kerana keadaan pengedap yang bercampur atau tidak konsisten boleh menyukarkan penetapan ambang.
Pengendali harus memantau HMI skrin sentuh semasa pengeluaran dan melaraskan parameter pemeriksaan hanya melalui prosedur terkawal. Seni bina modular mesin dan antara muka yang tersedia menyokong pengembangan sistem pada masa hadapan, manakala reka bentuknya yang kukuh bertujuan untuk memudahkan penyelenggaraan dan mengurangkan gangguan operasi.
Mesin Pengesan Kebocoran Tin Bir Kraf yang dipasang dengan baik membantu kilang-kilang meningkatkan kawalan kualiti pengedap tanpa memperlahankan barisan pengeluaran secara tidak perlu. Apabila kawalan persekitaran, kestabilan penghantar, udara termampat, dan pemasaan penolakan diselaraskan dengan betul, sistem pemeriksaan boleh memberikan hasil yang lebih dipercayai dan membantu menghalang tin yang rosak daripada sampai ke storan, pengedaran, atau pengguna.
Soalan Lazim
Apakah persekitaran yang disyorkan untuk Mesin Pengesan Kebocoran Tin Bir Kraf?
Keadaan yang disyorkan ialah altitud 5–3000 m, suhu operasi 5°C–40°C, dan kelembapan relatif 50%–65%, dengan lantai pengeluaran yang rata dan menanggung beban.
Mengapa titik pemeriksaan perlu kering?
Titisan air boleh mengganggu pemeriksaan berasaskan kamera dan menjejaskan kejelasan imej, terutamanya di sekitar kawasan pengesanan penutup atau dinding sisi.
Apakah persediaan penghantar yang diperlukan?
Penghantar rantai satu baris dengan sekurang-kurangnya 1.8 m bahagian lurus diperlukan. Kecondongan tidak boleh melebihi 20°, dan jarak antara tin hendaklah dikekalkan antara 3–5 mm.
Bilakah peranti pengapit diperlukan?
Jika kawasan tin atau leher bergetar dengan ketara di titik pemeriksaan, peranti pengapit 60–80 mm perlu dipasang untuk meningkatkan kestabilan.
Apakah utiliti yang diperlukan untuk pemasangan?
Sistem ini menggunakan kuasa fasa tunggal 220V, 50Hz, voltan kawalan 24 VDC, jumlah kuasa kira-kira 0.5 kW, dan udara termampat pada 4–12 bar untuk penolakan.