Pemeriksaan Pengimejan Inframerah Botol
1. Kelajuan Pemeriksaan Maksimum melebihi 300 botol seminit
2.Pemeriksaan produk pengesanan adaptif
3. Algoritma pembelajaran kendiri Al yang dibangunkan sendiri oleh Maotong memastikan kebolehpercayaan Pemeriksaan
I. Pengenalan Produk
1. Tinjauan Prestasi
MT-PE-XL-C1-02 ialah sistem pemeriksaan automatik sepenuhnya yang direka untuk menilai kualiti pengedap kerajang aluminium pada penutup botol PET/PE, dengan daya pengeluaran maksimum 300 botol seminit.
Sistem ini menggunakan pendekatan pemeriksaan sebaris tanpa sentuhan, menggunakan pengimejan terma untuk menangkap dan mencirikan corak pengedaran haba kerajang aluminium dengan tepat dalam setiap penutup. Ini memastikan hasil pemeriksaan yang stabil, boleh dipercayai dan tepat.
Ketepatan pengesanannya mengatasi sistem yang setanding di dalam dan di luar negara. Pada teras sistem terletak teknologi pembelajaran mendalam proprietari, dibangunkan dan diperhalusi melalui lebih sedekad R&D dalaman, memberikan prestasi pemeriksaan dan kebolehpercayaan yang tiada tandingan.
2. Objek pengesanan yang berkenaan

4. Prestasi dan Parameter
1).Kelajuan pemeriksaan maksimum melebihi 300 botol/minit
2).Penjejakan produk adaptif
3) Kelajuan tinggi, penolakan tepat produk yang rosak
4).Operasi antara muka manusia-mesin
5). Penggera cahaya apabila hentaman
6).Menu bahasa Cina
7).Algoritma pemprosesan isyarat digital DSP unik Maotong
8).Bantuan jauh 24 jam
9).Penolakan dan penutupan berterusan
10). Diameter penutup yang berkenaan: 20-200mm
11). Diameter botol yang berkenaan: 25-250mm
12).Ketinggian botol: ≤500mm
5. Ketepatan Pengesanan
1).Kadar Pengesanan: ≥99.99%
2).Kadar Penolakan Palsu: ≤0.03%
6. Prinsip Pemeriksaan Peralatan
Selepas pemanasan elektromagnet kerajang aluminium, ia mencairkan filem pengedap haba, melengkapkan pengedap. Haba kemudian dipindahkan ke penutup botol melalui pengaliran haba. Pengagihan haba pada permukaan penutup botol ditangkap oleh kamera pengimejan terma inframerah. Pengagihan haba ini secara langsung mencerminkan tahap mampatan antara gasket dan penutup botol, yang secara tidak langsung mencerminkan kualiti pengedap. Jika kecacatan pengedap berlaku, taburan haba akan menjadi tidak normal, seperti yang ditunjukkan dalam hubungan berikut:
Punca-punca kecacatan |
Jenis kecacatan
|
pengagihan haba
|
Masalah filem aluminium |
Hilang, rosak, terbalik
|
Pengagihan haba yang tidak lengkap
|
Masalah mesin had |
Penutup longgar, penutup bengkok
|
Pengaliran haba antara diafragma aluminium dan penutup botol tidak mencukupi, dan suhu keseluruhan atau sebahagian botol terlalu rendah.
|
Masalah mesin pengedap elektromagnet |
Meterai palsu, mengelak berlebihan
|
Suhu terlalu tinggi atau terlalu rendah |


Selepas mendapatkan imej pengimejan terma, kecacatan yang berbeza boleh dikesan dengan menggabungkannya dengan kaedah perisian pemprosesan imej Maotong.
II. Spesifikasi Pemasangan
2.1 Untuk prestasi pemeriksaan yang optimum, peralatan hendaklah dipasang di hilir pengedap elektromagnet, diletakkan pada bahagian penghantar lurus sepanjang 1.5–2 meter.
2.2 Sebelum menghidupkan kuasa, sahkan dengan teliti bahawa semua kabel disambungkan dengan selamat dan pastikan wayar pembumian kabinet kawalan dipasang dengan betul.
2.3 Sahkan bahawa bekalan kuasa dikonfigurasikan dengan betul: AC 220V fasa tunggal, 50 Hz, dengan jumlah penggunaan kuasa 250 W.
2.4 Sahkan bahawa bekalan udara termampat disambungkan dan memenuhi keperluan: 4–8 bar, dengan kualiti udara mematuhi piawaian industri.
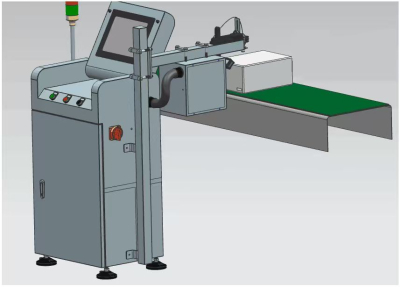
III. Struktur dan Penampilan Peralatan
3.1 Dimensi: 600 mm × 500 mm × 1700 mm
3.2 Bingkai: Dibina daripada keluli tahan karat 304, direka untuk pemasangan pada talian penghantar
3.3 Berat Bersih: Anggaran. 50 kg
IV. Langkah-langkah Keselamatan untuk Operasi
Sila patuhi garis panduan berikut untuk memastikan penggunaan peralatan yang selamat:
4.1 Operasi hanya dibenarkan oleh kakitangan yang mempunyai latihan asas.
4.2 Kerja-kerja penyelenggaraan dan pembaikan hendaklah dijalankan hanya oleh kakitangan yang terlatih secara profesional.
4.3 Pastikan semua amaran keselamatan dan penutup pelindung disediakan sebelum mengendalikan mesin.
4.4 Jangan kendalikan sistem dengan penutup terbuka. Sentiasa matikan kuasa dan udara termampat sebelum menanggalkan penutup.
4.5 Jauhkan tangan daripada pautan silinder penolakan semasa mesin sedang berjalan.
4.6 Jangan sekat atau sentuh sensor fotoelektrik semasa operasi; berbuat demikian boleh mencetuskan pergerakan silinder penolakan yang tidak normal dan menyebabkan kecederaan.
4.7 Jangan sekali-kali memutuskan sambungan pendawaian elektrik semasa peralatan dihidupkan, kerana ini boleh merosakkan komponen elektronik.
4.8 Semasa menservis mesin, pasangkan tanda amaran yang boleh dilihat untuk mengelakkan kecederaan akibat kemalangan.
4.9 Sebelum menyambungkan peranti luaran, pastikan kedua-dua peralatan dan peranti luaran dimatikan. Sambungkan semula kuasa hanya selepas semua sambungan selesai.
4.10 Memandangkan komponen elektronik dalaman sensitif kepada nyahcas statik, bingkai dan kabinet kawalan mesti sentiasa dibumikan dengan betul.