

Mesin Pemeriksaan Kualiti Tin Kosong
1. Dengan sistem pemeriksaan imej yang dibangunkan secara bebas,
2. kelajuan maksimum boleh mencapai 1000 tin / min.
3. Pengesanan yang boleh dipercayai dan operasi yang stabil untuk masa yang lama Mudah dipasang dan mudah dikendalikan
I. Spesifikasi Peralatan dan Keperluan Tapak
1. Gambaran Keseluruhan Projek
Nama Projek: Pengesan Tin Kosong
Penerangan: Sistem ini menyepadukan teknologi penglihatan mesin termaju untuk mencapai pemeriksaan dalam talian tanpa sentuhan automatik sepenuhnya bagi tin kosong. Ia mengenal pasti kecacatan seperti ubah bentuk mulut, pencemaran permukaan, objek asing dalaman, dan tin yang runtuh.
Kapasiti Ternilai: 1000 tin/min
Jenis Bekas: Tin dua keping
Julat Isipadu: 100 mL – 600 mL
2. Keperluan Alam Sekitar
Julat Ketinggian: 5–3000 m
Suhu Operasi: 5°C – 40°C
Kelembapan Relatif: 50–65% RH
Keadaan Kilang: Keseragaman lantai dan kapasiti galas beban mesti mematuhi piawaian kebangsaan untuk memastikan operasi yang stabil.
Keadaan Penyimpanan: Peralatan dan komponen mesti disimpan mengikut piawaian kebangsaan. Semasa penyimpanan, pelinciran dan perlindungan yang sesuai diperlukan untuk mengelakkan kakisan, kerosakan permukaan atau ubah bentuk yang boleh menjejaskan pemasangan, pentauliahan dan operasi.
3. Keadaan Operasi Peralatan
Tahap Bunyi: ≤85 dB (nilai sebenar bergantung pada jenis kontena, penarafan kuasa dan persekitaran akustik).
Keperluan Kuasa:
Bekalan: 220V, 50Hz, fasa tunggal
Jumlah Kuasa: Lebih kurang. 1.0 kW
Voltan Kawalan: 24VDC
Nota: Voltan khas memerlukan pengesahan terlebih dahulu; masa penghantaran, spesifikasi dan kos mungkin berbeza dengan sewajarnya.
4. Gambaran Keseluruhan Peralatan
4.1 Pengesan Tin Kosong
Model: MT-YLG-KG-C1-01
Kuantiti: Satu set
Kelajuan Pemeriksaan: 1000 tin/min
Bekas Berkenaan: Tin kosong (jenis dua keping)
Keserasian Barisan Pengeluaran: Sesuai untuk barisan pembungkusan dengan kelajuan ≤1000 tin/min
Kedudukan Pemasangan: Bahagian penghantar satu lorong sebelum stesen pengisian
Fungsi Utama: Pemeriksaan penglihatan berkelajuan tinggi untuk mengesan kerosakan mulut boleh (ubah bentuk, retak, takuk-V, kepak), penyok, pencemaran badan, dan bendasing dalaman, dengan penolakan automatik tin yang rosak.
4.2 Prinsip Sistem, Aliran Kerja dan Keperluan Pemasangan
Memandangkan setiap tin melepasi penderia kedudukan, kehadirannya dikesan, dan data ID tin dan pengekod direkodkan oleh sistem kawalan.
Sensor mencetuskan kamera untuk menangkap imej tin. Imej dianalisis oleh pemproses, yang menghantar hasil pemeriksaan kepada kedua-dua HMI untuk paparan masa nyata dan sistem kawalan untuk penyediaan penolakan.
Setelah mengenal pasti kecacatan, PLC mengaktifkan mekanisme penolakan untuk mengeluarkan tin tertentu.
Keperluan Pemasangan: Barisan pengeluaran mesti menyediakan bahagian penghantar lurus 2 m. Tin tidak boleh dimampatkan bersama dan hendaklah mengekalkan jarak 2 cm. Keadaan ini penting untuk pemeriksaan yang tepat.
4.3 Modul Pengesanan Tin Kosong
Skop dan Ketepatan Pemeriksaan:
Kawasan Mulut: Pengesanan ubah bentuk, retak, takuk berbentuk V, dan kepak.
Badan Tin: Pengenalpastian penyok, calar dan pencemaran permukaan.
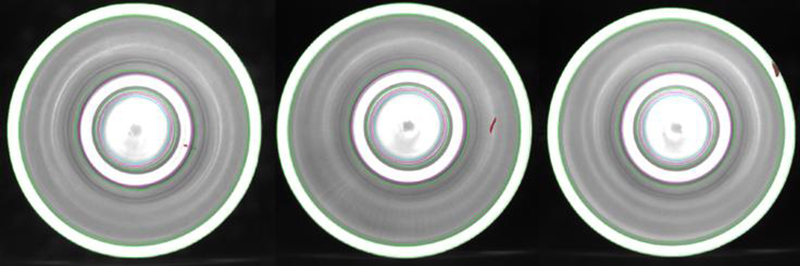
Dalaman: Pengiktirafan objek asing dalaman.
Integriti: Pengesanan tin runtuh atau kurang tekanan.

Kedudukan pengesanan
|
Jenis kecacatan
|
Ketepatan
|
Ilustrasi
|
Kadar penolakan
|
Kadar penolakan palsu
|
Boleh mulut
|
Boleh mulut melencong takik
|
1 mm X 1 mm |
≥99.9% |
≤0.05% |
|
Ubah bentuk bebibir mulut tin
|
Ketinggian tonjolan ke atas atau ke bawah ≥ 2mm atau panjang mendatar ≥ 4mm
|
≥99.9% |
|||
Kemurungan di mulut tangki
|
5% secara keseluruhan
|
≥99.9% |
|||
Boleh mulut bujur
|
≥1cm |
≥99.9% |
|||
Kotoran di tepi tin
|
2 mm x 2 mm, ketebalan ≥ 1 cm
|
≥99.9% |
|||
Dinding dalaman tangki
|
Kotoran di tengah dinding dalam
|
3 mm x 3 mm, ketebalan ≥ 1 mm
|
≥99.9% |
||
bahagian bawah balang
|
Benda asing di tengah bahagian bawah tangki
|
3 mm x 3 mm, ketebalan ≥ 1 mm
|
≥99.9% |
||
Benda asing (legap) di dalam gelang bawah tangki
|
3 mm x 3 mm, ketebalan ≥ 1 mm
|
≥99.9% |
|||
Lubang di tengah bahagian bawah tangki
|
3 mm X 3 mm |
≥99.9% |
|||
Boleh badan
|
Boleh ubah bentuk badan
|
Ubah bentuk: 4mm Ubah bentuk: ±1mm
|
≥99.9% |
||
Penerangan (Sila baca dengan teliti)
|
Penyelesaian ini menggunakan kaedah pemeriksaan kanta tunggal stesen tunggal, tujuan utamanya adalah untuk mengawal mulut tin (ketepatan ketat), tin rata besar dan objek asing yang besar. Oleh kerana proses seterusnya termasuk mencuci air panas dan mengisi dengan nitrogen, objek asing yang kecil boleh dihanyutkan oleh air panas. Oleh itu, ketepatan pengesanan objek asing yang kecil dan ubah bentuk kecil dinding tin akan menjadi lebih rendah. |
||||




